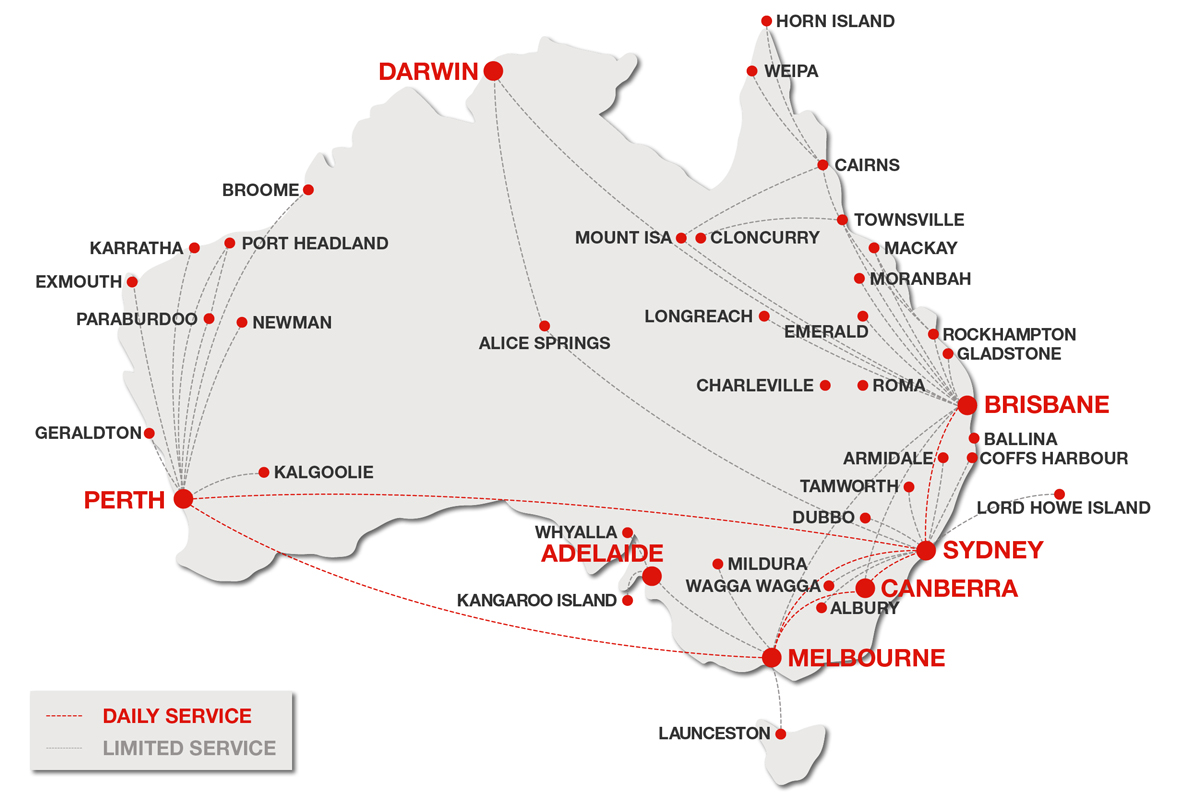
Prices were available within the past 7 days and start at AU$191 for one-way flights and AU$401 for round trip tickets for the period specified. Prices and availability are subject.

There She Goes. Season 1. Starring David Tennant this comedy drama shines a light on the everyday struggles and triumphs of a family looking after their severely learning disabled nine-year-old.
:format(jpeg):mode_rgb():quality(90)/discogs-images/R-4615082-1370006282-7648.jpeg.jpg)
Ricochet by Jo Jo Zep & The Falcons released 28 October 2008 1. Devil's Got My Woman 2. Sweet Jesus 3. Here I Am 4. Voodoo 5. Come On Home.

Lin-Manuel Miranda. Lin-Manuel Miranda (; born January 16 1980) is a Puerto Rican composer lyricist playwright rapper and actor best known for creating and starring in the Broadway musicals In.

Forbes Travel Guide is the only independent global rating system for luxury hotels restaurants and spas. We verify luxury..

Home | National Museum of Australia.
I'm all about that bass. 'Bout that bass no trouble. I'm all about that bass. 'Bout that bass. Yeah it's pretty clear I ain't no size two. But I can.

Lifespan: 12-15 years. Colors: Black white chestnut brown red. Suitable for: Families of any size individuals who work from home energetic retirees. Temperament: Intelligent affectionate loving loyal social easygoing. The.

Wombat Bend playground in Lower Templestowe is a fantastic playground with a wide variety of innovative play spaces and equipment but its water feature as designed performs poorly. The hand.